



 PPH無縫纏繞儲罐
PPH無縫纏繞儲罐
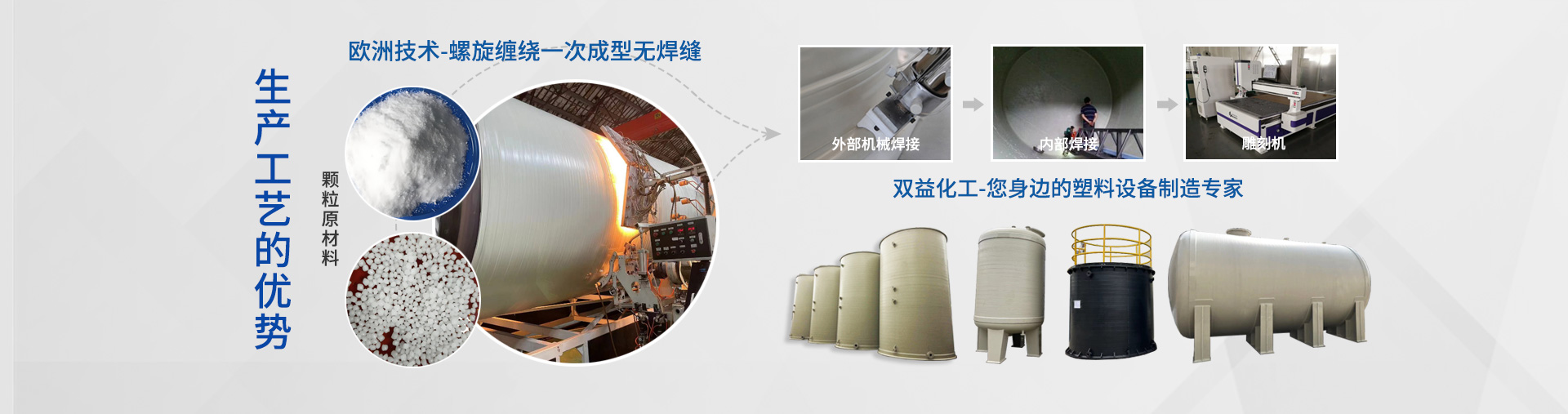
PP儲罐采用聚丙烯(PP)、增強(qiáng)聚丙烯(PPH)、純聚乙烯(線性低密度聚乙烯LLDPE、高密度聚乙烯HDPE)為原料,采用特殊的滾塑工藝整體成型具體有耐腐、防腐,使用期長、自重量輕、強(qiáng)度高、運(yùn)輸安全、保養(yǎng)維修方便等優(yōu)點(diǎn)。PP儲罐工作壓力為常壓,工作溫度PP-10℃~120℃,PVC-40℃~60℃。PP儲罐具有整體一次成型無焊接縫、抗沖擊、抗老化、重量輕、不滲漏、耐酸堿、壽命長、符合衛(wèi)生標(biāo)準(zhǔn)等優(yōu)點(diǎn)。
PP儲罐及PVC焊接儲罐、鋼襯橡膠儲罐,使用壽命和抗沖擊是普通玻璃鋼儲罐的三倍以上,在相當(dāng)大的范圍內(nèi)可取代不銹鋼、鎳、鈦等金屬儲罐,是當(dāng)今實(shí)用的新一代高效化工液體耐腐蝕貯運(yùn)設(shè)備。雙益環(huán)保生產(chǎn)的PP儲罐規(guī)模和質(zhì)量大幅提高,為中國化工塑料儲罐的改革和中國化工領(lǐng)域的發(fā)展作出了巨大的貢獻(xiàn)。
PP儲罐具有優(yōu)良的耐化學(xué)腐蝕性,對于無機(jī)酸、堿、鹽(氧化性介質(zhì)除外)都具有較好的耐腐蝕性。常見的PP儲罐溶液包括:稀硫酸、鹽酸、氫氟酸、雙氧水、磷酸、氨水等。PP儲罐在大多數(shù)同類型廠家還在完全依靠手工焊接加工設(shè)備的時(shí)候,我們采用德國進(jìn)口熱熔自動(dòng)碰焊機(jī)及自動(dòng)焊槍等多種焊接工藝相結(jié)合,在大幅提高了焊接強(qiáng)度的同時(shí),杜絕了因?yàn)槁毠さ那榫w波動(dòng)、經(jīng)驗(yàn)主義對設(shè)備質(zhì)量的影響。
聚丙烯儲罐成型工藝采用碰焊繞帶式纏繞技術(shù),品質(zhì)達(dá)到國內(nèi)先進(jìn)水平,主要工序有罐體碰焊、外部焊接、繞帶纏繞、管口安裝等。
一、罐體碰焊繞帶式纏繞纏繞制作
罐體碰焊就是用全自動(dòng)塑料拼板機(jī)使聚丙烯板材加工成罐體成型的工藝。系統(tǒng)采用微電腦控制,根據(jù)聚丙烯板的加熱焊熔原理自動(dòng)拼接。
 | 碰焊拼接的優(yōu)點(diǎn): ◆ 生產(chǎn)效率比手工的高3-5倍 ◆ 產(chǎn)品整體性好,無接縫,抗腐蝕、耐滲漏性好 ◆ 可減少飛邊,接縫平整美觀 ◆ 產(chǎn)品尺寸、形狀不受限制 ◆ 焊接強(qiáng)度高(焊縫系數(shù)可達(dá)0.95) |
二、外部焊接制作
外部焊接就是用進(jìn)口自動(dòng)擠出焊接機(jī)組使儲罐應(yīng)力部位實(shí)現(xiàn)大焊縫一次焊接成型的工藝。將與釜體性質(zhì)相同的全新聚丙烯顆粒料熱熔在大焊縫處,與罐底、罐體成一體。
 | 底部焊接工藝特點(diǎn): ◆ 機(jī)械化、自動(dòng)化程度高,產(chǎn)品質(zhì)量穩(wěn)定 ◆ 可按制品承受應(yīng)力特點(diǎn)來設(shè)計(jì)焊縫規(guī)格,使之充分發(fā)揮焊縫的整體性 ◆ 產(chǎn)品整體性好,焊縫與母體一體,抗腐蝕、耐滲漏性好 ◆ 可減少飛邊,接縫平整美觀 ◆ 在聚丙烯顆粒料中添加紫外線吸收劑,防止老化,延長了使用壽命。 |
三、繞帶纏繞制作
繞帶纏繞是采用碰焊繞帶式纏繞技術(shù)主要的一道工序,其主要作用就是增加聚丙烯儲罐的強(qiáng)度。簡單的理解就是在制作完成的聚丙烯儲罐外表面繞上一層120*4mm的聚丙烯板材。
 | 內(nèi)部焊接工藝特點(diǎn): ◆ 機(jī)械化、自動(dòng)化程度高,產(chǎn)品質(zhì)量穩(wěn)定 ◆ 強(qiáng)度高,儲罐不易變形 ◆ 可按制品承受應(yīng)力特點(diǎn)來設(shè)計(jì)繞帶層數(shù),呈現(xiàn)上薄下厚 ◆ 在繞帶中添加紫外線吸收劑,防止老化,延長了使用壽命 |
管口安裝是一道工序,等同于底部焊接的縮小版本,就是用進(jìn)口小型自動(dòng)擠出焊接機(jī)組,將接管與法蘭焊接成型,再采用開孔器在釜體上開相應(yīng)尺寸的口徑,采用德國MUNSCH手提擠出焊接。
 | 管口安裝工藝特點(diǎn): ◆ 機(jī)械化、自動(dòng)化程度高,產(chǎn)品質(zhì)量穩(wěn)定 ◆ 管口焊縫與釜體一體,焊接強(qiáng)度高 ◆ 可減少飛邊,焊縫平整美觀 ◆ 在聚丙烯顆粒料中中添加紫外線吸收劑延長了使用壽命。 |
|
|

