



 常見問題
常見問題聚丙烯PP儲罐焊縫外觀質量檢驗
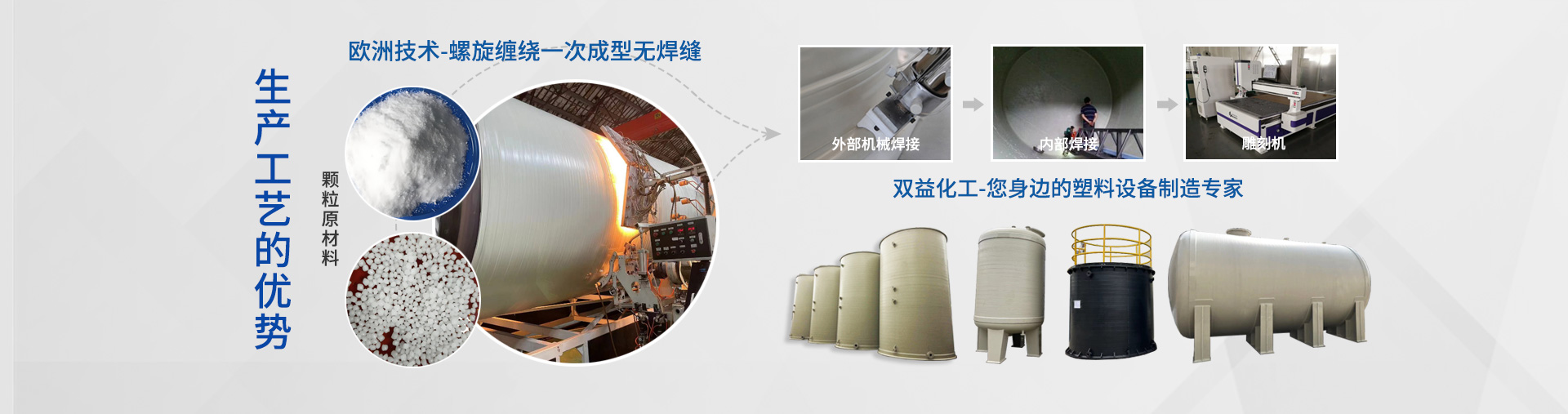
聚丙烯PP儲罐焊縫外觀質量檢驗聚丙烯PP儲罐采用無焊纏繞接縫的工藝,大大提升了儲罐設備的焊接時間及質量,但是也不乏有意外情況的產生,所以為了保證設備外觀的焊接質量,具體好可做好下述工作。

2、焊接縫隙及熱影響區表面不得有裂紋、氣孔、夾渣、咬邊等缺陷。
3、儲罐焊后應將熔渣、飛濺物清理干凈,經打磨后焊縫圓滑過渡至母材。
4、對焊接縫余高應控制在0~2.5mm內,角焊縫焊角高度等于焊件較薄件厚度。
因為聚丙烯儲罐的焊縫外觀質量檢驗需要嚴格要求,對于上述的這幾個方面應該來嚴格的進行檢測,確保它處在正常的范圍內,這樣才能夠不影響我們正常的使用。
上一個:聚丙烯PP儲罐的清洗方法
下一個:PP風機(高壓型)的相關使用說明

